Outstanding Micro Cluster Production Technologies
MLL-1 anti piracy micro laser treatment, line perforation real alternative for galvanometer or scanner, super-high speed rotate cone mirror, cluster micro technology for holes pattern, perforation design, waves, zigzag or packages lines, cryptograms, company logos, holograms, anti piracy, counterfeiting, security paper, safety, bank note, metal sticker, printing, laminating, coating, fruit, food, bread, vegetable, agriculture covering, credit cards, transparent film, holographic paper, cigarette, tipping, filter, aluminum foil, shrinkable film, tear tape, cardboard, matrix code, identification, RFID, tag, marking, scribing, jewelry, automotive, pharmacy, golf, marina, tobacco, smoking, chemical, medical, product, electronics part, indicator, porosity contours or profile, embossing, bioengineering, membrane, filtration, focus, holographic, hinge-lid, pack. Patent pending DE102004012081.
LPM-1 micro laser cluster perforator, material treatment at wide web, large area, surface or entire material cluster treatment, cutting, welding, drilling, ablation, cleaning, melding, high power, ultra high speed rotate quad or twin laser beam splitter, twin level vacuum multiplexer, up to 4 Kilowatt laser input, flexible hollow fibers, HGW, HCW, up to 200 output channels, Co2. Material treatment and robotic handling for stainless steel, ceramic, aluminum, wafer, gold, glass, silver, brass, copper, wafer, silicon, titanium, silicon, solar, panel, photovoltaic, micromachining, slitting, rewinding, refining machines or stand along systems. Micro cluster perforation for all kind of paper or specific plastic web material. Patent granted DE102004001327.
Nano Micro perforation or other material surface treatment, electrostatic cluster perforation, micro perforator, for cigarette, tipping, filter, packaging, plug wrap, Kraft, cement, pet, powder, sack, bag, fine and other paper, silicon or other coating, certain plastic film, laminate, porosity from 80 up to 2,500 C.U., from 50 down to 4 Gurley, hole sizes from 50 nm up to 100 micron, hole densities from 80-260 h/cm2, zone widths from 2.0-6.0mm, up to 16,000,000 holes per Second, web speeds up to 600 m/min, web widths up to 2,000mm. Patent granted DE10328937.
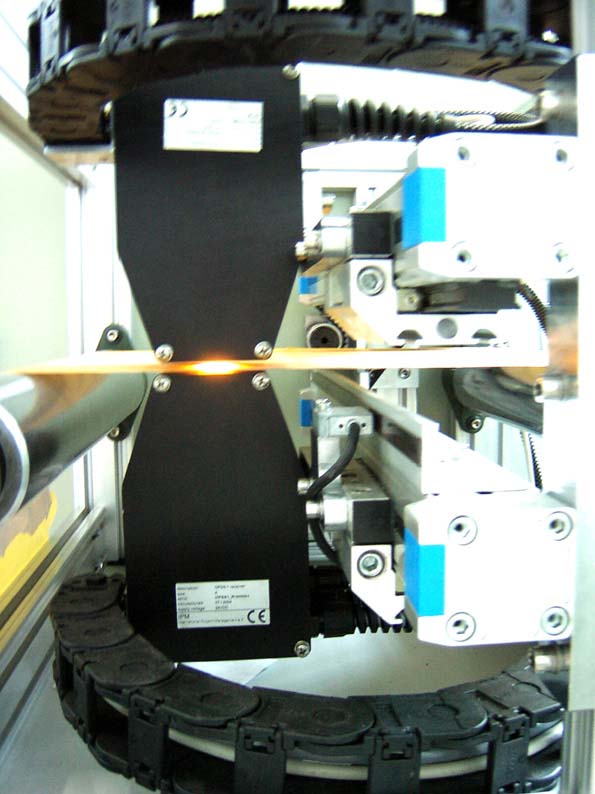
Twin AC/AC, AC/DC frequency shift converter high power, high frequency, high voltage, ultra short mega peak current, electrostatic nano or micro cluster perforation, ignition, sparking, arc, cigarette, tipping, filter, fine, packaging, paper, plug-wrap, sack, bag, Kraft, food, plastic film, foil, textile, fabrics or other product, switching converter, compressor, emergency, train, ship or vessel power supply, generator, fuel cell, upward, downward, frequency shift switching unit, stabilizer, soft starter, vector, phase, inverter, servo system, motion, stepping, machine, asynchronous, standard, motor, torque, automation, remote, gas, slab, laser, diode, stack, fiber, fibre optics, beam, material, hybrid, plug-in, battery, renewable, energy, medical equipment, membrane, filtration, robotic, photovoltaic, industrial automation, drives, IGBT, MOSFET, FRETFET, HVFET, tube, rf, hv. Patent granted DE10328937.
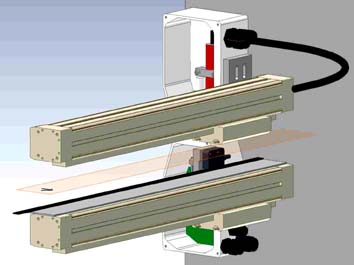
Online OPSS-1 porosity vision scanning control system permeability cluster control for electro static or laser micro perforation machines, multiple color sensor head, spectral intensity, DSP, FPGA, CCD, line, precise, laser, position, material finger print detection, VIS wave length, opacity, defects, inspection, image control, scanner systems, process software, line, camera, vision control, filter, tipping, cigarette, book, packaging, magazine, bible, wall, Kraft, paper, coffee, tea, food, co-extrusion foil, film, agriculture, cement, domestic or other moving fabrics or web material. Patent pending DE10251610, China patent granted 200310104764.
In-situ dyne or surface tension control ODSTM-1 at fast moving substrate, plastic, film, foil, tear tape, laminate, co-extrusion, BOPP, LLDPE, LDPE, PE, PP, PVC, MOV, MOH, FEP, PET, OPP, PTFE, MPET, spectral, extinction, monolithic, sensor, analyzing, Subangstrom, roughness, measurement, wavelength, wobbling, stray, light, beaming, water drop, angle, inspection, corona, plasma jet, laser, IR, NIR, scanning, monolithic spectrometer, photonics, spectral, properties, reflectometer, scatterometry, ellipsometry, opto, acoustic, basic, weight, techniques, corona, flam, gas treatment. Previous patent application DE19543289.
Patent references
http://www.wikipatents.com/gb/2149092.html http://www.wikipatents.com/de/3332886.html http://www.wikipatents.com/de/2918283.html http://www.freepatentsonline.com/EP0460369.html http://www.freepatentsonline.com/7224447.html http://v3.espacenet.com/publicationDetails/biblio?CC=EP&NR=0460369&KC=&FT=E http://www.inpama.com/index.php?content=invention&id=18 http://www.inpama.com/index.php?content=invention&id=19 http://www.inpama.com/index.php?content=invention&id=20 http://www.inpama.com/index.php?content=invention&id=21 http://www.inpama.com/index.php?content=invention&id=22 http://www.inpama.com/index.php?content=invention&id=23 http://www.inpama.com/index.php?content=invention&id=24 https://www.patent-net.de/index.php?content=projekt&id=163 https://www.patent-net.de/index.php?content=projekt&id=213 https://www.patent-net.de/index.php?content=projekt&id=155 https://www.patent-net.de/index.php?content=projekt&id=156 https://www.patent-net.de/index.php?content=projekt&id=214 https://www.patent-net.de/index.php?content=projekt&id=157 https://www.patent-net.de/index.php?content=projekt&id=158 https://www.patent-net.de/index.php?content=projekt&id=287EU technology links
- http://www.ircnet.lu/matching/completerec.cfm?BBS_ID=20036&org=391
- Title: Micro-laser line perforation for web materials such as paper, metal or other substrates and laser application fields in industry (paper, packaging or cigarette industry) and research (Ref: 06 DE NRXE 0FGK )
- http://www.bit.or.at/irca/bbsshow8.php?ref1=06%20DE%20NRXE%200FGK&vQuelle=inna.at
- Micro-laser line perforation for web materials such as paper, metal or other substrates and laser application fields in industry (paper, packaging or cigarette industry) and research
- http://www.bit.or.at/irc/bbs-show.php?ref1=06%20DE%20NRXE%200FIX&vQuelle=&cc=&eoi=NO
- Optical online porosity scanning system
- http://www.enterpriseeuropenetwork.at/marktplatz/index.php?file=bbs-show.php&bbsref=06%20DE%20NRXE%200FIX&source=
- Optical online porosity scanning system
- http://www.enterpriseeuropenetwork.at/marktplatz/index.php?file=bbs-show.php&bbsref=06%20DE%20NRXE%200FIP&source=
- Dual, high-power, high- frequency switching unit for various perforation or other applications to increase operation frequencies and power levels
- http://www.enterpriseeuropenetwork.at/marktplatz/index.php?file=bbs-show.php&bbsref=06%20DE%20NRXE%200FGR&source=
- Off-line laser perforation system and machines for wide-web cigarette tip paper, packaging paper or other material sheets by using a high-power laser multiplexer
- http://www.enterpriseeuropenetwork.at/marktplatz/index.php?file=bbs-show.php&bbsref=06%20DE%20NRXE%200FGK&source=
- Micro-laser line perforation for web materials such as paper, metal or other substrates and laser application fields in industry (paper, packaging or cigarette industry) and research
PowerSourcing Links
- http://www.PowerSourcing.com/se/lasermicroholedrilling.htm
- http://www.PowerSourcing.com/se/laserscanning.htm
- http://www.PowerSourcing.com/se/laseroptics.htm
- http://www.PowerSourcing.com/sf/electricalpackaginglinedesign.htm
- http://www.PowerSourcing.com/sf/packaginglinedesignelectrical.htm
- http://www.PowerSourcing.com/se/paperproducts.htm
- http://www.PowerSourcing.com/se/coatedtreatedpaper.htm
- http://www.PowerSourcing.com/sf/microperforation.htm
- http://www.PowerSourcing.com/sf/lasermicromachining.htm
- http://www.PowerSourcing.com/se/machinetoolsinspectionqualitycontrol.htm
M I K R O P E R F O R A T I O N S T E C H N I K f ü r
K u n s t s t o f f f o l i e n
Erstellungsdatum : 16.4.93
Veröffentlichungen : coating Magazin 6/93 Kunststoffe 84 1994
Sonderdruck Kunststoffe –
Carl Hanser Verlag 84 - 1994/1995 Kunststoffe Plast Europe
5/1994
1.0
Einleitung
Für verschiedene Anwendungsbereiche werden
seit über 15 Jahren zur Gasventilation oder Saugaufnahmeerhöhung von
Bahnmaterialien wie : Fein-, Filter- oder Spezialpiere und auch Vliesstoffe
MIKRO- oder MAKRO perforiert. Unter MIKROPERFORATION sind hierbei Lochgrößen von
2 - 70 µm und respektive für MAKROPERFORATION von 50 - 500 µm Durchmesser in unterschiedlicher
Anordnung zu verstehen. Hierbei können die Perforationen flächen-, linien- wie
auch zonenförmig und in wiederholbaren Abständen über die
Bahnbreite verteilt sein,
wobei nach dem elektrostatischen
Verfahren die erzielbaren
Porengrößen 2-70 µm und respektive 50-200 µm durch gepulste oder
aufgefächerte Laserstrahlbearbeitungen betragen. Flächenperforationen
ermöglichen Lochdichten bis zu 1.6 Mill. Poren pro m² und Zonenanordnungen mit
Breiten von 2....13 mm können bis zu 300 Poren/cm²
enthalten.
2.0
Perforationsverfahren
Zur Perforation von Bahnmaterialien sind
folgende Verfahren bekannt :
- hot-neddles
- Flüssigkeits- oder
Gasstrahl
- Ultraschall
- Hochfrequenz
- Laserstrahltechnik
Mit Hot-Needles Einrichtungen werden seit
vielen Jahren die konventionellen Kunststofffolien wie PP, PE, LDPE, HDPE usw.
und auch Vliese linien- oder flächenperforiert, wobei die Lochgrößen meist 200
µm - 500 µm, die Bahngeschwindigkeiten 10 -30 m/min und Bahnbreiten bis zu 1500
mm betragen.
Die technisch meist sehr
aufwendigen Flüssigkeits- oder Gasstrahltechniken sind ausschließlich zu
Schneidzwecken von weichen Bahnmaterialien wie Schaumstoffen, Vliesen,
Wellpappen usw. eingesetzt. Aufgrund des Düsenverschleißes ist ein getakteter
oder gepulster Betrieb zur flächen abdeckenden Perforation mit hohen
Investitionsaufwand und bedingt durch die Materialhydrophobie mit nicht
vertretbaren, starken Änderungen der Porengrößen
verbunden.
Für die Linienperforierung von
thermoplatischen Kunststoffen, PVC, PE und auch PP sind Ultraschallverfahren
bekannt, die sich produktionell nicht durchgesetzt haben. Weiterhin ist bekannt,
dass Polymerfilme in Dicken zu 5 - 30 µm mit Verweilzeiten von mehren Sekunden
im statischen Zustand mit Hochfrequenz mikroperforierbar
sind.
Die mit hohen
Anlageninvestitionen und erheblichen Betriebskosten verbundene
CO-2-Laserstrahltechnik ist seit einigen Jahren im Feinpapierbereich zur
Zonenmakroperforation von schnell laufenden Bobienenbahnen bis zu 600 m/min und in
Bahnbreiten bis zu 80 mm eingesetzt, wobei die Porendurchmesser 50 - 200 µm
betragen. Größere Bahnbreiten
abdeckende Flächenperforationen sind mit aufgefächerten Laserstrahlen, den geforderten moderaten Einzelstrahlenergien und
flexiblen, geometrischen Porenlagen technisch nicht
möglich.
3.0
Materialkonditionen
Grundsätzlich lassen sich nach dem
elektrostatischen Mikroperforationsverfahren nur elektrisch nicht leitende und
durchschlagfähige Bahnmaterialien in Dicken von 10 - 80 µm, Breiten von 50 -
2000 mm, Flächengewichten von 5 - 100 g/m2 und mit Bahngeschwindigkeiten bis zu
300 m/min Mikro perforieren.
- Fein-, Filter oder andere
Spezialpapiere
- Verbundmaterialien,
PET/Papier/PET
- Spinnvliese, 100-200
µm-Dicke
- hydrophile PSU Folien, 10-30
µm-Dicke
- mikroporöse Polypropylene, 10-30
µm-Dicke
- Biocoats, mineralisch beschichtet, 100-150
µm-Dicke
- LD-PE, 5-10 µm-Dicke
- PET, 5-8
µm-Dicke
Auch andere "mikroperforierbare
Kunststofffolien" wie : polyurethan beschichtete Materialien, diverse Acrylate,
Neopren oder verschiedene PVC-Sondermischungen mit Dicken bis zu 20 µm kommen in
Frage. Hierbei liegen die steuerbaren Porengrößen und Dichten in den genannten
Größenordnungen von 2-70 µm, bis zu 1.6 Mill. Poren pro m² bei der Flächen- oder
bis zu 300 Poren/cm² bei der Zonenanordnung. Die spezifische Perforierbarkeit,
Lochgrößenbildung, erzielbaren Lochqualitäten und Perforationsleistungen werden
signifikant durch die Materialkriterien : elektrische Durchschlagfestigkeit,
Dielektrizitätszahl, Materialdicke, Molekularstruktur, Konsistenz, Farbaufträge,
Pigmente, Füllstoffe und
Oberflächenbeschaffenheit bestimmt.
Daher ist eine Bestimmung der
Mikroperforierbarkeit von Materialien ohne praktische Vortests außerordentlich
schwierig. Die beispielhaft aufgeführten Materialsorten liefern hierzu gute
Produktionsergebnisse.
4.0
Elektrostatisches Mikroperforationsverfahren
Mit der Energieentladung bilden sich im
Funkenspalt hohe Temperaturen aus, so daß durch die elektrisch wirkenden
Ladungskräfte anorganische Perforationsmaterialrückstände als so genannter Besatz
nach längeren Laufzeiten festsintern, und somit eine
Funkenspaltabstandsverringerung eintritt, was zu negativen Auswirkungen in der
Produktion führen könnte. Hier sorgt eine spezielle elektrische Schaltung zur Kompensation dieses
Prozesses und gänzlicher Reduktion der Besatzrückstände, ohne dass es zu
negativen
- Bahngeschwindigkeit
- Anzahl der
Elektrodenstiftgruppen
- Taktfrequenz ( meist mit der Bahngeschwindigkeit
synchronisiert )
- Entladungsenergieanteile ED und EB
- Stiftdurchmesser und
Form
- Kühlluftkonditionen der
Funkenstrecken
5.0 Gas- oder
Flüssigkeitsdurchsatz
Die physikalische Größe der Gasdurchlässigkeit ist die Porosität in Ltr. pro Flächen- und Zeiteinheit. Hier gibt es statischen Messverfahren wie : Frankverfahren, Coresta, Borgwaldt, Bendtson und Scan usw. Für die Flüssigkeits- oder Filtrationsmessung gilt dies in gleicher Weise. Zu beachten ist hierbei, dass Lochgrößen- und deren Dichte Änderungen nach dem Hagen Poiseuilleschen Gesetz exponentiell in die Porosität eingehen.
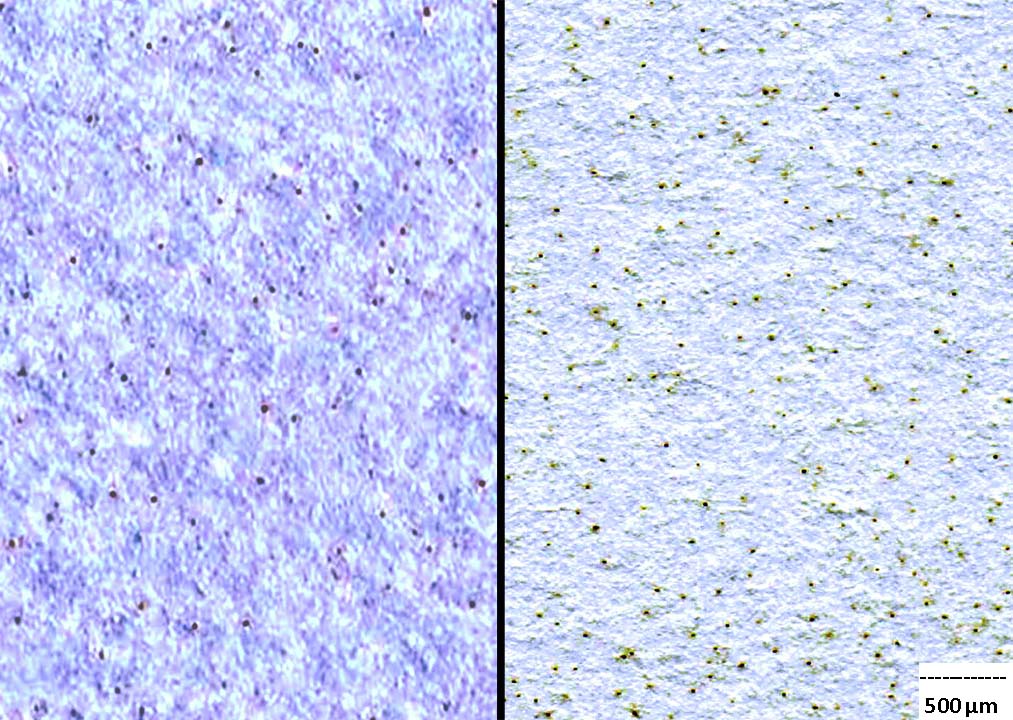
6.0
Perforationsausführungen
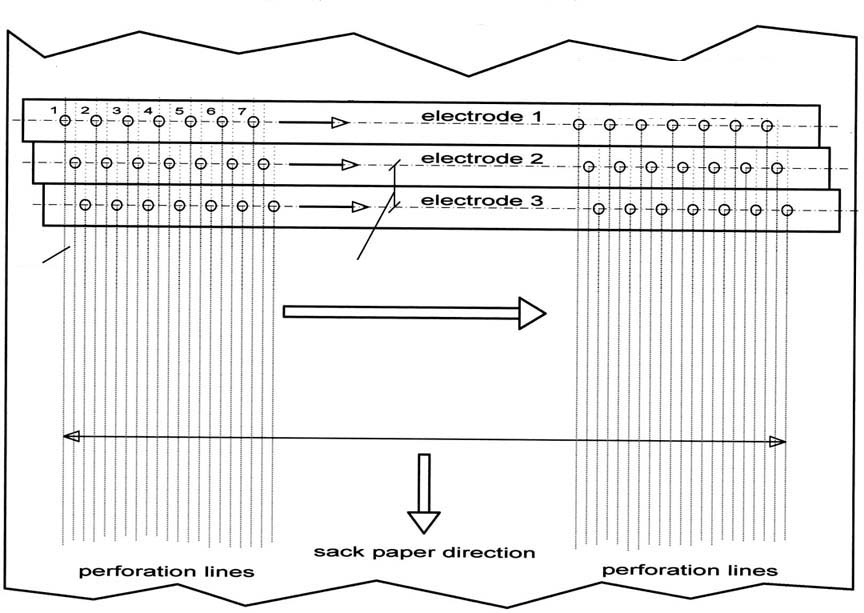
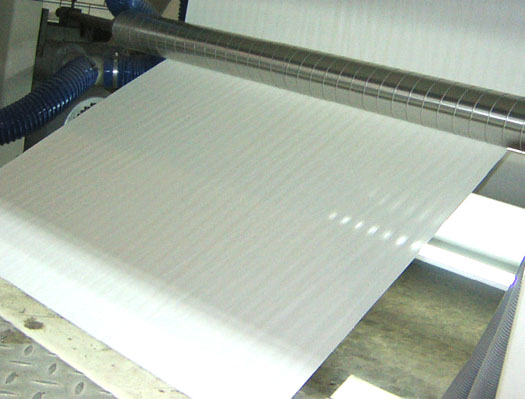
Wie eingangs ausgeführt und in Abb. 1
bildlich dargestellt, unterscheiden sich Flächen-, Linien- und
Zonenperforationen in deren Lochverteilung und Dichte über die Bahnbreite. Bei
dem elektrostatischen Verfahren sind die ober- und unterhalb der Bahn und in
Laufrichtung angeordneten
Elektrodenpaare mechanisch verschränk bar, um so die gewünschten seitlichen
Lochabstände, Zonenpositionen und
Breiten einstellen zu können. Zur Lochdichten- und Porositätserhöhung sind die
Elektrodenpaare in Bahnlaufrichtung kaskadier bar. Werden die Elektrodenpaare
derart verschränkt, dass sich in der Quer- und Längsrichtung symmetrische
Lochanordnungen mit bestimmten Abständen einstellen, so erhält man
Flächenperforationen, wie die Abb. 1 zeigt.
Hierbei sind alle Lochgrößen der zusammengefassten Einzelkanäle stromsteuerbar, so dass eine Porositätsprofilierung über die Bahnbreite und Schwankungsausregelung über ein spezielles, optisches online Porositätsmesssystems möglich ist.


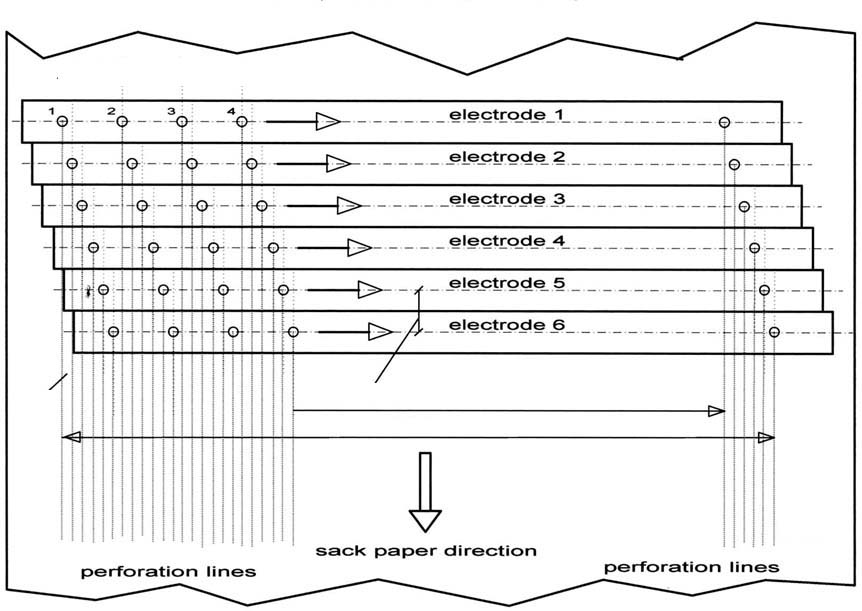
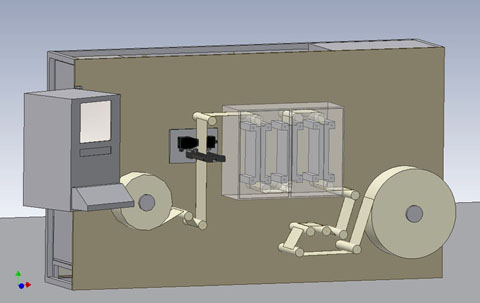
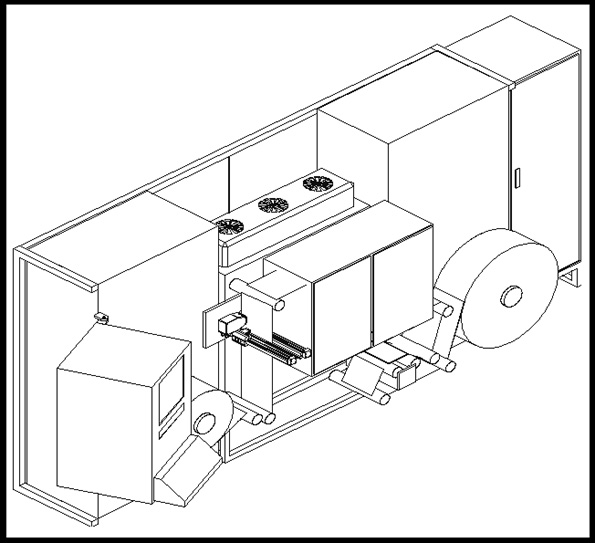
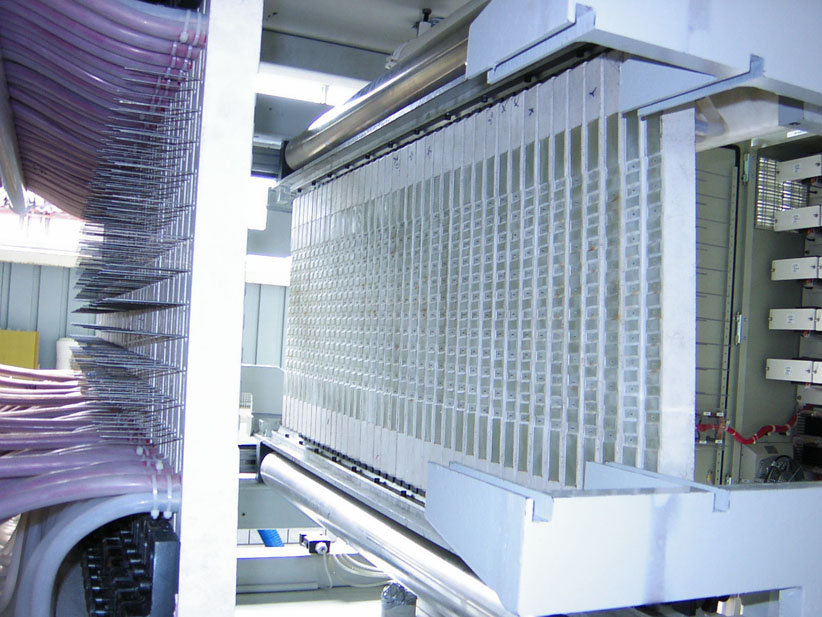
7.0
Perforationsanlagen
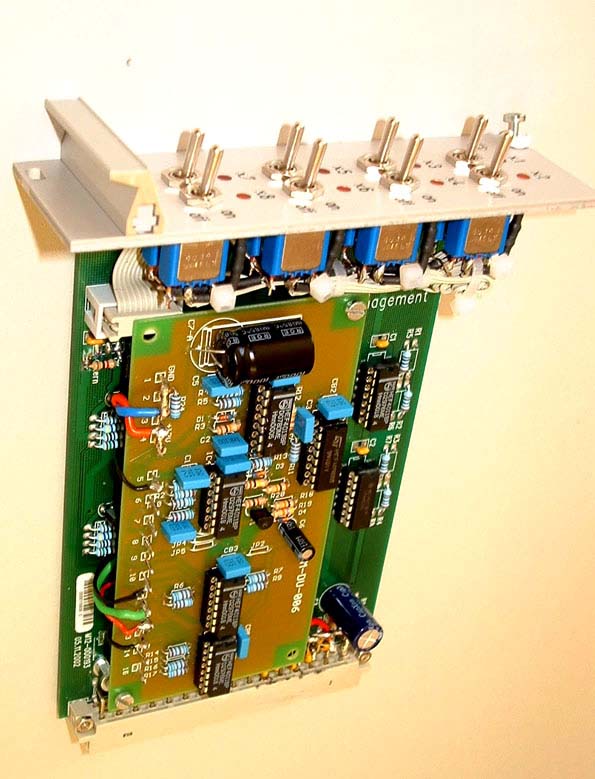
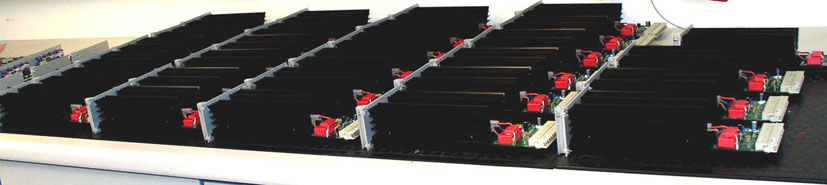
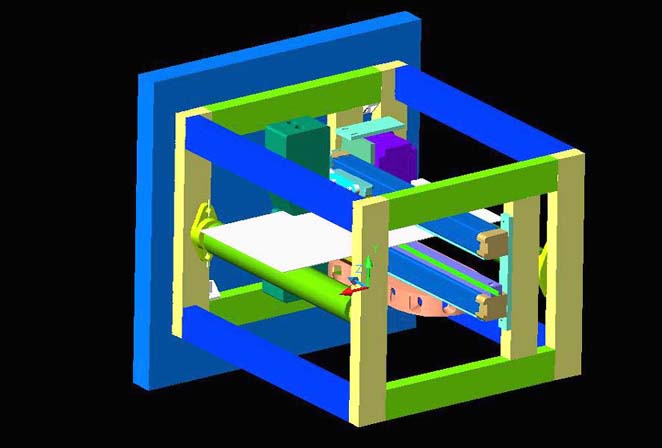
Wie aus Abb. 6 zu ersehen ist, besteht die
Perforationsanlage aus den Funktionseinheiten : Umrolleranlage,
Perforationsstation, Elektroden mit Halterungen, Elektrodenkühlungssystem,
Staubabsaugung, Perforationssteuerung, Leistungselektronik, Stromversorgungseinheiten,
Hochspannungsimpulstrafos und der optischen inline Porositätsmesseinheit, die direkt nach
dem Bahnauslauf plaziert ist.







8.0
Porositätsmessung
Die Forderungen der Anlagenbetreiber nach
separierten Zonen- oder Flächenprofileinstellungen der Porosität ist manuell
über Zehngangpotentiometer
oder direktem
Stellgrößeneingriff als automatisiert eingebundenes, akkumulierendes
PID Regelsystem realisiert.



9.0
Perforationsparameter und Leistungen
Die nachstehende Tabelle weist die nach dem
heutigen technischen Stand erreichbaren Porositätsbereiche und
Produktionsparameter als praktische
Richtwerte aus, welche von den
materialspezifischen Gegebenheiten stark beeinflusst
werden.
10.0 Qualitätskriterien
Der Einsatz digitaler Steuerungstechnik
kombiniert mit der und redundanten IGBT Leistungslelektronik sorgt für die
Einhaltung der Verhältnisse von Taktfrequenz zur Bahngeschwindigkeit und
kanalseparierter Stromsteuerung, so dass hohe Systemstabilitäten die geforderten Produktionsqualitäten in
Bezug auf : Porositätsmittelwert,
Streuung, Zonenbreiten,
Zonenraster und Porenrepetitionen
garantieren.
11.0 Verfahrensanwendungen und Produktbeispiele
Breitbahnanlagen bieten zukünftig die
produktionelle Möglichkeit, auch gänzliche neue Produktbearbeitungen mit der
elektrostatischen Mikroperforationsmethode auszuführen, die mit anderen,
investitionsintensiven Produktionsverfahren wie z.B. der LASER ULLTRASCHALL-,
oder
HOCHDRUCKWASSERSTRAHL-MAKROPERFORATION verfahrenstechnisch nicht machbar
sind.
- dünne Abdeckfolien für Warengut, welche
unter keinen Umständen eine Kondenswasserbildung erfahren
dürfen
- Einschlagpapiere
- Dachunterspannbahnen
- Filtrationsvorgänge
- Sauerstoffanreicherung von "biologisch
toten" Gewässern
- Gewässerabdeckungen
- Regenbekleidung
- Bekleidung
Inlets
- einteilige Overalls zum
Einmalgebrauch
12.0
Zukunftsperspektiven
Die elektrostatische Mikroperforation findet
ihre Anwendung in Bereichen der Veredelung von Feinpapieren, Vliesstoffen,
Folien und Filmen verschiedenster
Art und im zunehmenden Maße bei der nachträglichen Bearbeitung von
Bahnmaterialien mit besonderen Eigenschaften, die nicht mit anderen
Verfahrenstechniken erreichbar sind, ein außerordentlich breites
Anwendungsfeld.
Zusammenfassung : Mikroperforationstechnik
für Kunststofffolien
Des weiteren werden mit dem Mikroperforationseinsatz verfahrenstechnische Möglichkeiten aufgezeigt, die Kunststoffbahnmaterialien durch diese nachträgliche Bearbeitung mit besonderen Eigenschaften versehen können, die nicht mit anderen Behandlungstechniken erreichbar sind.
Darüber hinaus bietet sie gute Bearbeitungsalternativen gegenüber der mit hohem Investitionsaufwand verbundenen Laser-Makroperforationstechnik. Der hohe technische Stand und die relativ einfache Integrationsmöglichkeit der Perforationssysteme ermöglichen es, auch zukünftig neue Anwendungsbereiche zu erschließen.